
Mentre il Regolamento Europeo CPR n. 305/2011 sui prodotti da costruzione rende obbligatorio l’utilizzo di assiemi marcati CE come elementi di fissaggio nelle carpenterie metalliche, la norma armonizzata UNI EN 1090-1 “Esecuzione di strutture di acciaio e di alluminio Parte 1: Requisiti per la valutazione di conformità dei componenti strutturali”, descrive requisiti e modalità per l’apposizione della marcatura CE, in accordo con il Regolamento.
>> Approfondisci la normativa sui bulloni <<
Tra le tipologie di giunzioni strutturali, gli assiemi a precarico (o viti a precarico) consentono di realizzare fissaggi ad attrito, la cui resistenza dipende dall’attrito tra le lamiere collegate, per effetto del precarico imposto. Per il precarico dei bulloni, una tipologia di assieme idoneo per questo tipo di impiego è l’assieme HV.
Precarico viti: gli assiemi a precarico HV

Le indicazioni della norma UNI EN 14399 sul precarico viti
Gli assiemi sono standardizzati per dimensioni comprese fra M12 e M36 e per le classi di resistenza 10.9/10. Le viti HV conformi alla norma UNI EN 14399-4 sono utilizzate con dadi conformi alla norma UNI EN 14399-4, con rondelle conformi alle norme UNI EN 14399-6 e impiegate secondo la norma UNI EN 1090-2. Gli assiemi HV possono essere impiegati anche in collegamenti a taglio o in collegamenti a trazione.
Poiché il precarico dei bulloni da imporre è pari al 70% del carico di rottura della vite, è necessario utilizzare bulloni ad alta resistenza. Nel caso degli assiemi HV la norma prevede l’utilizzo di viti di classe 10.9. Le viti presentano una lunghezza limitata del filetto, quindi un range di regolazione piuttosto stretto e per questo motivo la dimensione della vite deve essere particolarmente studiata già in fase progettuale.
Il dado ha un’altezza di 0,8d, in cui d è il diametro nominale della vite. Ciò consente di ottenere sotto il carico massimo, la rottura del dado e non del perno. Ai fini del corretto montaggio, la vite deve sporgere di almeno un filetto completo dalla faccia esterna del dado e deve avere almeno quattro filetti completi liberi oltre la faccia interna del dado.
Affinché il precarico indotto sia corretto in rapporto alla coppia di serraggio imposta, è necessario impiegare rondelle specifiche e un tipo di dado lubrificato. Le rondelle, una posizionata sotto il dado e una sotto la testa della vite, influenzano il comportamento dell’assieme, in particolare il valore del coefficiente di torsione (fattore k) che lega il valore della coppia di serraggio impressa al livello di precarico applicato.
La norma europea impone che i componenti degli assiemi siano sottoposti a prove dimensionali e meccaniche. Prevede inoltre che gli assiemi siano sottoposti a prove funzionali, al fine di verificare la corrispondenza tra la coppia di serraggio e il precarico atteso, e l’effettiva regolare chiusura degli elementi accoppiati della giunzione. Prove devono inoltre essere eseguite nel caso di un nuovo prodotto, modifiche sul prodotto stesso o in caso di modifiche del processo produttivo. Affinché queste caratteristiche siano garantite nel tempo, è necessario che il produttore introduca un sistema documentato di controllo periodico della produzione, certificato da un organismo di controllo.
Precarico bulloni: le marcature obbligatorie degli assiemi HV
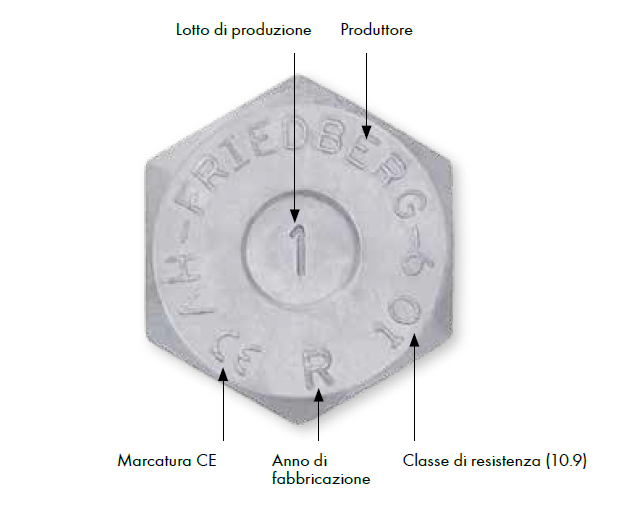
È obbligatorio fornire assiemi sul cui prodotto sia presente l’indicazione del nominativo del fabbricante e la classe di resistenza, mentre è facoltativa la marcatura CE.
Essa infatti ha una dimensione minima per legge, non sempre riproducibile sul prodotto stesso. In ogni caso deve essere presente sempre sulla confezione. Vite e dado devono esibire il marchio “HV”, mentre le rondelle il marchio “H”. Generalmente vengono forniti assiemi con indicato il lotto di produzione (numero lotto e anno di produzione).
Viti HV con chiave maggiorata
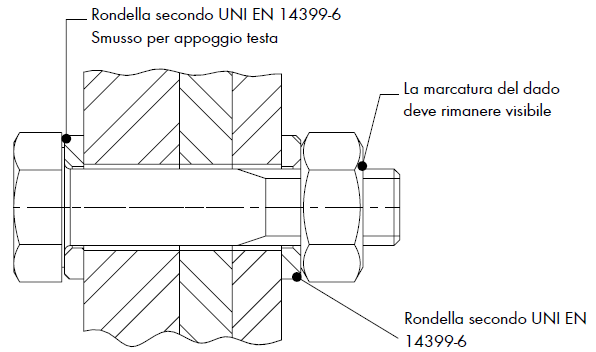
Queste viti presentano una maggiore superficie di appoggio sottotesta, la quale permette una migliore distribuzione delle pressioni e un minor assestamento. Il maggior raggio sottotesta riduce l'”effetto intaglio” e quindi la possibilità di rottura sottotesta, migliora la resistenza a fatica e nei confronti delle vibrazioni. Per questo motivo le rondelle previste per questo tipo di assieme devono essere smussate in un lato, in modo da garantire il perfetto accoppiamento con la testa della vite.
Fattore k
Il fattore k descrive la relazione lineare tra la coppia di serraggio M e la forza di precarico F, per il corrispondente diametro d della vite.
Gli assiemi possono essere forniti secondo le classi k funzionali K0, K1 e K2 che si differenziano per le modalità di serraggio e per altre caratteristiche funzionali. In tutte le classi è prevista la lubrificazione.
Non è richiesta alcuna relazione definita tra la coppia di serraggio e la forza di precarico.
I valori di prova ki devono essere contenuti nell’intervallo 0,10< ki<0,16. Se non diversamente specificato, è possibile considerare il valore medio km=0,13.
La lubrificazione è prevista senza l’obbligo di verifica del coefficiente di attrito.
Per questo motivo gli assiemi possono essere forniti con i componenti nelle singole confezioni, ma di un solo produttore.
Il valore medio km deve essere contenuto nell’intervallo 0,10 < km < 0,23, mentre la deviazione standard del fattore k, Vk deve essere minore o uguale a 0,10.
È obbligatorio fornire l’assieme in una sola confezione con verifica del coefficiente di attrito; deve essere applicata la coppia di serraggio indicata sulla confezione.
In base alla classe funzionale k, il produttore garantisce che l’assieme installato a regola d’arte, presenti il precarico previsto.
Serraggio degli assiemi HV
Il serraggio degli assiemi HV a precarico rappresenta un’operazione fondamentale. Esso è influenzato dal fattore k e dalla modalità di serraggio scelta. È necessario quindi fare riferimento all’etichetta posta sulle confezioni degli assiemi, in modo da poter conoscere la coppia di serraggio da applicare. Per quanto riguarda la metodologia di applicazione, si rimanda alla norma europea di riferimento UNI EN 14399-4.
La coppia deve essere applicata mediante chiave dinamometrica. Il valore del precarico indotto dipende dal fattore k, il quale è influenzato da numerose variabili che dipendono a loro volta dal processo di produzione. Per questo motivo le norme europee prevedono che gli assiemi siano forniti in lotti omogenei e quindi non è ammesso che un assieme sia costituito da elementi di produzione proveniente da diversi fornitori.
È importante sottolineare che gli assiemi HV non possono essere riutilizzati in quanto il precarico imposto ne determina la plasticizzazione.
Protezione anti-corrosione e trattamento delle superfici degli assiemi HV Würth
Il trattamento superficiale svolge un ruolo estremamente importante, soprattutto per le viti HV. Il suo scopo è quello di conferire proprietà particolari alle superfici dei singoli elementi.
Nello specifico si determina una protezione anti-corrosione sufficiente mediante zincatura a caldo e un coefficiente di attrito definito, attraverso l’impiego di dadi trattati con MoS2.
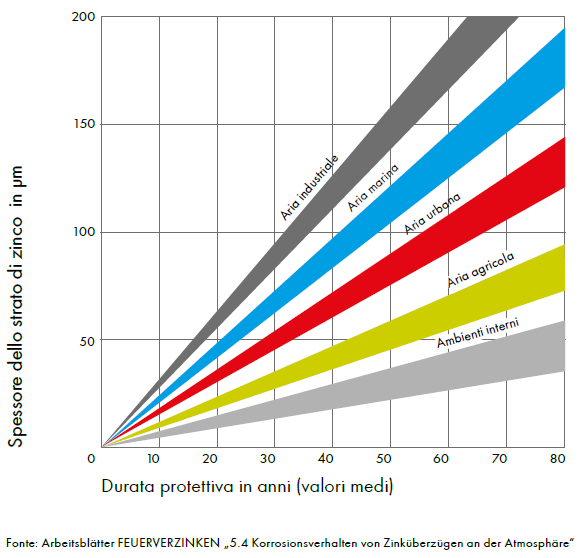
L’esecuzione della zincatura a caldo è conforme alla norma UNI EN ISO 10684. Secondo questa norma lo spessore dello strato di zinco deve essere di almeno 40 µm. La sua efficacia protettiva per la funzionalità del collegamento bullonato dipende dall’agente corrosivo.
Per rendere possibile l’applicazione di strati di tale spessore, le filettature devono essere fabbricate con determinate dimensioni limite. I dadi HV vengono realizzati con dimensioni di filettatura comprese nella classe di tolleranza 6AZ e sono contrassegnati con la lettera Z.

In corrispondenza della filettatura non zincata del dado, la funzione di protezione anticorrosione viene assunta, dopo il montaggio, dallo strato di zinco della vite, il quale è a diretto contatto con la filettatura.
Lo spessore dello strato di zinco è funzione delle tolleranze di filettatura della vite e del dado e garantisce l’avvitabilità.
I collegamenti bullonati a precarico reagiscono in modo molto sensibile alle differenze nella fabbricazione (tolleranze), nella protezione anti-corrosione e nella lubrificazione. È perciò molto importante che l’assieme sia fornito da un unico produttore, il quale è responsabile della funzionalità del collegamento.
La norma UNI EN 1090-2 prevede che gli elementi di fissaggio siano realizzati con protezione della corrosione paragonabile a quella degli elementi fissati.


